注塑加工是一門知識面廣,技術性和實踐性很強的行業。注塑生產過程中需使用塑膠原料、色粉、水口料、模具、注塑機、周邊設備、工裝夾具、噴劑、各種輔料及包裝材料等,這些給注塑車間的管理帶來了很大的工作量和一定的難度,與其它行業或部門相比,對注塑車間各級管理人員的要求更高。
注塑生產需要24小時連續運作,一般為兩面三刀班或三班制工作方式,注塑車間的工作間的工作崗位多、分工復雜,對不同崗位人員的技能要求亦不同。要想使注塑車間的生產運作順利,需要對每個環節和各個崗位所涉及的人員、物料、設備、工具等進行管理,主要包括:原料房、碎料房、配料房、生產現場、后加工區、工具房、半成品區、辦公室等區域的運作與協調管理工作。
本內容主要包括注塑部合理的組織架構、注塑部生產運作流程、原料/色粉的管理、注塑機/周邊設備的管理、注塑模具的管理、注塑生產計劃的管理、注塑生產現場的管理、碎料房/混料房的管理、工裝夾具的管理、看板管理、量化管理、工具/輔料的管理、膠件品質管理、注塑安全生產管理、注塑部主要管理制度及各崗位人員工作職責等實用知識,供大家在實際工作中借鑒和運用,觸類旁通。本教材突出實用性、系統性、專業性和全面性,傳授注塑車間管理的經驗、方法與技巧,“學以致用、立竿見影”,能快速提升學習者管理注塑車間的能力和水平,少走彎路、減少問題的性生,減輕工作壓力,讓工作更有成效。
注塑車間管理的概述
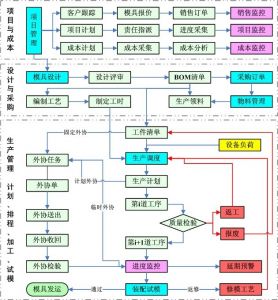
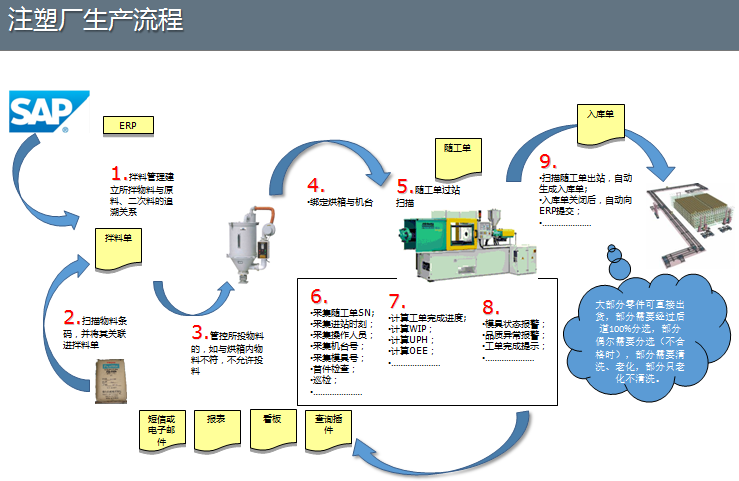
注塑加工是24小時連續性運作,涉及到塑膠原料、注塑模具、注塑機、周邊設備、工裝夾具、噴劑、色粉、包裝材料及輔助物料等,且崗位多、人員分工復雜,怎樣讓注塑車間的生產運作順暢,實現“優質、高效、低耗”?是每位注塑管理者所期望達到的目標,注塑車間管理得好壞,直接影響到注塑生產效率、不良率、料耗、機位人手、交期及生產成本的高低。注塑生產主要在于控制和管理,不同的注塑管理者,其思想觀念、管理作風和工作方法不同,給企業帶來的效益也截然不一樣,甚至相差甚…
注塑部是每個企業的“龍頭”部門,如果注塑部的管理工作做不好,就會影響到企業各個部門的運作,造成品質/交期達不到客戶的要求及企業的競爭力下降。
注塑車間的管理主要包括:原料/色粉/水口料的管理、碎料房的管理、配料房的管理、注塑機的使用與管理、注塑模具的使用與管理、工裝夾具的使用與管理、員工培訓與管理、安全生產的管理、膠件質量的管理、輔助物料的管理、運作流程的建立、規章制度/崗位職責的制定、樣板/文件資料的管理等。
一、科學合理的人員編制
注塑部的工作事務繁多,需有一個科學合理的人員編制,才能做到人員分工合理、崗位責任明確,達到“事事有人管、人人都管事”的狀態。因此,注塑部需要有一個好的組織架構,合理分工并制訂出各崗位人員的工作職責。
塑膠部組織結構圖
二.配料房的管理
1.制訂配料房的管理制度和配料工作指引;
2.配料房內的原料、色粉、混料機要分區域擺放;
3.原料(含水口料)要分類擺放,并要標識好;
4.色粉應放在色粉架上,并要標識好(色粉名稱、色粉編號);
5.混料機要編號/標識,并做好混料機的使用、清潔、保養工作;
6.配備清理混料機的用品(火水、碎布);
7.配好的料需用封袋機封口或扎好,并貼上標識紙(注明:原料、色粉編號、使用機臺、配料日期、產品名稱/代號、配料員等;
8.配料看板、配料通知單的使用,并做好配料記錄工作;
9.白色/淺色料需用專用混料機配料,并保持環境清潔;
10.對配料人員進行業務知識、崗位職責及管理制度的培訓工作;
三.碎料房的管理
1.制訂碎料房的管理制度和碎料工作指引.
2.碎料房內的水口料需分類/分區擺放.
3.碎料機之間需用隔板隔開,以防碎料飛濺出來造成干擾.
4.碎好的料袋后需及時封口,并貼上標識紙(注明:原料名稱、顏色、色粉編號、碎料日期及碎料員等.
5.碎料機需編號/標識,并做好碎料機的使用、潤滑、保養工作.
6.定期檢查/緊固碎料機刀片的固定螺絲.
7.透明/白色/淺色水口料需固定機臺粉碎(最好分開碎料料房).
8.更換不同料的水口料粉碎時,需徹底清理碎料機及刀片,并保持環境清潔.
9.做好碎料員的勞動保護(佩戴耳塞、口罩、眼罩)及安全生產管理工作.
10.做好碎料員的業務培訓、崗位職責培訓及管理制度的培訓工作.
四.注塑車間的現場管理
1.搞好注塑車間的規劃及區域劃分工作,合理規定機臺、周邊設備、原料、模具、包材、合格品、不良品、水口料及工用具的擺放區域,并標識清楚.
2.注塑機的工作狀態需掛“狀態牌”.
3.注塑車間生產現場的“5S”管理工作.
4.“急件”生產需規定出單班產量,并掛急件牌.
5.烘料桶畫出“加料線”,規定加料時間。
6.做好原料的使用、機位水口料的控制及對水口料中廢品量的檢查工作.
7.做好生產過程中的巡機檢查工作,加大各項規章制度的執行力度(適時走動管理).
8.合理安排機位人手,加強現場勞動紀律的檢查/監督工作.
9.做好注塑部吃飯時間的人手安排及交接班工作.
10.做好機器/模具的清潔、潤滑、保養及異常問題的處理工作.
11.產品質量及生產數量的跟進與異常處理.
12.膠件后加工方法、包裝方式的檢查與控制.
13.做好安全生產的檢查及安全隱患的消除工作.
14.做好機位樣板、工藝卡、作業指導及相關資料的檢查、回收、清理工作.
15.加強各類報表、看板內容填寫狀況的檢查與監督.
五.原料/色粉/水口料的管理
1.原料/色粉/水口料的包裝、標識與分類.
2.原料/色粉/水口料的領用記錄.
3.拆包的原料/色粉/水口料需及時封袋.
4.塑料性能、材料鑒別方法的培訓。
5.制訂水口料添加比例的規定.
6.制訂色粉的存放(色粉架)與使用規定.
7.制訂料耗指標及補料申請的規定.
8.定時對原料/色粉/水口料進行盤點,防止物料料遺失.
六.周邊設備的使用與管理
注塑生產中所用的周邊設備主要有:模溫機、變頻器、機械手、自動吸料機、機邊碎料機、盛料桶、烘料桶(干燥器)等,對所有周邊設備應做好使用/保養/管理工作,才能保證注塑生產的正常運行,其主要工作內容如下:
1. 對周邊設備應編號、標識、定位、分區擺放.
2. 做好周邊設備的使用、維護與保養工作.
3. 在周邊設備上貼掛“作業操作指引”.
4. 制訂周邊設備的安全操作及使用管理規定.
5. 做好周邊設備的操作/使用培訓工作.
6. 若周邊設備出現故障不能使用時,需掛上“狀態牌”----設備故障,待維修.
7. 建立周邊設備(名稱、規格、數量)清單.
七.工裝夾具的使用與管理
工裝夾具是注塑加工行業中不可缺少的工具,主要有矯正產品變形的夾具、膠件定形夾具、膠件披峰/水口加工的夾具、鉆孔的夾具等,為保證膠件加工的質量,必須對所有的工裝夾具(治具)進行管理,其主要工作內容如下:
1. 對工裝夾具進行編號、標識、分類.
2. 定期對工裝夾具進行維護、檢查與保養工作.
3. 制訂工裝夾具的“作業操作指引”.
4. 做好工裝夾具的使用/操作培訓工作.
5. 工裝夾具的安全操作/使用管理規定(如:數量、順序、時間、用途、定位等).
6. 對工裝夾具進行建檔,制做夾具架,定位擺放,并做好領用/記錄/管理工作.
八.注塑模具的使用與管理
注塑模具是注塑加工的重要工具,模具的狀況好壞直接影響到產品的質量、生產效率、料耗、機位人手等指標,要想使生產順利,必須做好注塑模具的使用、維護、保養及管理工作,其主要管理工作內容如下:
1. 模具的標識(名稱與編號)要清晰(最好用顏色標識).
2. 做好試模工作,制定模具驗收標準,把好模具質量關.
3. 制訂模具的使用、維護、保養守則(見“注塑模具結構、使用與保養”教材).
4. 合理設定開合模參數、低壓保護及鎖模力.
5. 建立模具檔案、做好模具的防塵、防銹及進出廠的登記管理工作.
6. 特殊結構的模具應規定其使用要求及動作順序(貼告示牌).
7. 使用合適的拉模工具(制做拉模專用車).
8. 模具需擺放在模具架或卡板上.
9. 制做模具明細表(清單)或擺放區域看板.
九.噴劑的使用與管理
注塑生產中所用的噴劑主要有:脫模劑、防銹劑、頂針油、膠漬清除劑、模具清洗劑等,對所有的噴劑應做好使用與管理工作,才能發揮其應有的作用,主要管理如下:
1. 對噴劑的種類、性能、用途應予以規定.
2. 做好噴劑的用量、操作方法及使用范圍的培訓工作.
3. 噴劑需擺放在指定的地方(通風、環境溫度、防火等).
4. 制訂噴劑的領用記錄及空瓶的回收管理規定(詳情請參見附頁中的內容).
十.注塑車間安全生產管理
1.制訂“注塑部員工安全守則”及“上落模人員安全守則”.
2.制訂注塑機、碎料機、機械手、周邊設備、工裝夾具、模具、刀具、風扇、吊機、唧車、噴劑的安全使用管理規定.
3.簽訂“安全生產責任書”,落實“誰主管、誰負責”的安全生產責任制.
4.堅持“安全第一、預防為主”的方針,加強安全生產的教育、宣傳工作(張貼安全標語).
5.做好安全標識、加強安全生產檢查及安全生產管理制度的執行力度,消除安全隱患.
6.做好安全生產知識的培訓工作,并進行考核.
7.做好注塑車間的防火工作,并確保安全通道暢通.
8.張貼注塑車間安全走火圖及做好消防器材的配合/檢查與管理工作(詳細內容見“注塑車間安全生產管理”教材).
十一.急件生產的管理
1. 做好“急件”產品的機臺安排要求.
2. 加強“急件”模具的使用/保養工作(嚴禁壓模).
3. 提前做好“急件”生產準備工作.
4. 加強“急件”生產過程中的品質控制.
5. 制訂“急件”生產過程中的模具、機器、品質異常問題應急處理的規定.
6. 機位上掛“急件牌”,并規定出每小時或單班的產量.
7. 做好“急件”產品的標識、存放與管理(分區)工作.
8. “急件”生產應優先安排熟手工人,實行輪流開機.
9. 采取有效措施短注塑周期時間,以提高急件產量.
10. 做好急件生產過程中的巡查及交接班工作.
十二.工具/輔料的管理
1. 做好工具/輔料的領用記錄工作.
2. 實行工具領用者負責制(丟失賠償).
3. 工具/輔料需定期清點,及時發現差異.
4. 制訂工具/輔料的交接管理規定.
5. 制做工具/輔料存放柜(加鎖).
6. 易耗品需“以舊換新”,并要進行檢查/確認.
十三.樣板/文件資料的管理
1. 做好樣板/文件資料的分類、標識與存入工作.
2. 做好樣板/文件資料(注塑工藝卡、作業指導書、報表)的領用記錄工作.
3. 列出樣板/文件資料清單(列表).
4. 做好樣板/文件資料的發放/回收工作.
5. 制訂樣板/文件資料的管理規定(建議設專人管理).
十四.上落模工具及套筒的管理
上模工具要分組配置,實行領用登記制度,防止丟失.否則,會影響上落模的工作效率,延誤生產時間;上模工具應一次到位,制做上落模工具專用車,減少尋找工具的時間.
如果上模技工對打碼仔螺絲的力度掌控不當,套筒的長度過長或用力過猛,針對造成注塑機前后模板螺絲孔嚴重滑牙,對模具安裝帶來困難并存在安全檢查隱患.因此,對套筒的長度需加以限制與管理,根據碼仔螺絲直徑的大小來合理使用不同長度的套筒.
M12、M14螺絲,適宜用L=25~30CM
M16螺絲,適宜用L=30~35CM
M18螺絲,適宜用L=35~40CM
M20螺絲,適宜用L=40~45CM
M24螺絲,適宜用L=45~50CM
上一篇:微締軟件沖壓MES生產管理系統
下一篇:微締MES系統模具ERP智能工廠