電子行業在近年來發展一直很好,尤其是有了MES系統對于生產的幫助,電子行業MES系統促進了行業的轉型,從根本上提高了生產效率。
1)、通信電子行業MES系統帶來的生產制造過程中的挑戰
全球化的市場,尤其來自中國同行業的激烈競爭對生產交付周期的挑戰產品型號多樣且更新周期快如果保障產線物料與軟件版本的正確性?如何保證操作工按規定的生產工藝流程生產?大小批量共存,混線生產如何降低換線準備導致的設備停機時間浪費?
如果降低上料、續料的錯誤,避免批量錯誤的發生?規范操作工人行為,班組考核需要真實生產數據予以支撐生產現場跨部門管理的進一步提高,不斷改進工藝,精益生產如何實現準確的生產、測試、維修等數據采集并實現大數據的歸檔、存儲,為大數據分析提供基礎數據產品出口海外,尤其歐洲在質量與環保法規的要求,如:RoHS如何監控生產現場,確保產品符合工藝要求、RoHS要求?確保工藝正確的情況下物料正確?
設備利用率的提高庫存滯呆物料導致成本積壓問題人員流程性高,一些技術崗位知識缺少累積與傳承,如維修崗位等物料供物方式是拉式還是推式?如果進一步提高物料齊套性?缺料生產質量如何保障?如果減少此類情況?以上問題列表管理層最頭“疼”的是什么?
在時間、資源有限的前提下,解決了這一類(或幾類)數量上占20%的問題,能否對公司管理提高貢獻80%?就上例而言,所列出的前五點經過多次溝通與交流,最終識別為其最為關鍵業務需求點與“疼”點,其他的幾點相對來言優先級及重要性都較低。在明確只有知道企業自身關鍵需求后,才能在接下來的外部因素調研分析過程中,選擇并實施微締軟件電子MES系統。
2)、組織結構與流程變動影響分析與規劃
識別出關鍵業務需求及關鍵問題點后,接下來極重要的一點是要分析實施MES系統管理并解決這些問題的話,對當前業務流程有哪些影響需要?是否必須進行大的調整或改動?流程的改動對當前的組織架構會產生怎么的影響?從實踐經驗看,不論大家承認與否,系統的實施某些阻力可能來自中級管理層本身,而生產線執行層配合度較高。兩者阻力的出發點及提出的問題也不盡相同,中級管理級主要考慮是否影響其KPI考核,更有甚者只考慮自己的管理地位是否會受到影響;而操作執行層主要關心操作是否方便,是否增強額外工作量,人手是否因此而不足。關于后者或許通過一些技術手段就可以解決,而對于前者則是更像是個政治問題,解決這一問題需要更多的溝通與了解。
如果發現管理者的KPI與識別出的問題點不一致,則需要小組重新調研與識別關鍵業務,以解決大家因無共同點而造成的人為阻力;如果發現兩者一致,但仍有阻力,如有些人員固步自封或擔心系統的引進會暴露出其當前管理上的問題,此時唯一有效的方式就是請更高一級領導出面協調。不可否認對于第一類阻力有時會做出妥協與折中,此時,我們必須承認一點MES選型方案好前提下,也有可能實施的效果并不十分理想,這從另一方面也印證了該環節的分析與評估對整個MES選型以及系統實施的重要性,必須加以高度的重視。
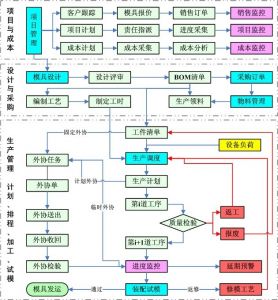
電子MES系統功能(部分)
1、電子MES生產管理
MES生產管理需求除了將ERP生產計劃分解成生產工單和工序計劃,進行完工反饋和加工工時統計,實現多條件的計劃排程,還包含以下個性化需求:
BOM多版本管理——進行BOM的多版本管理,并可根據工單選定BOM;不同版本的BOM與不同版本的工藝、程式一一對應;可以進行工廠的工藝流程建模,將所有工序納入到MES系統管理,可以進行工序的靈活調整;
工單管理——PCB過站時,物料倒沖管理,自動核算已使用的物料并倒扣;把ERP的生產計劃分解成生產工單和工序作業計劃下達時,考慮物料的齊套性;
拋料率分析——計算拋料率,拋料率分為兩種:損耗拋料和異常拋料;生產損耗可以根據工單領料和退料來計算,理論損耗支持導入SMT中機器的拋料信息來進行詳細對比分析;拋料率超過預設的臨界值及時發出報警,并對造成拋料的原因進行分析,例如材料不良、Feeder不良、人員操作等;
生產準備——車間作業人員能準確知道何時上料、何時換線或者何時生產;當備料與預發料不一致時報警;
上料防錯——收集貼片機上料信息(站位號/Feeder/物料等),并進行合法性校驗,建立工單和物料的追溯鏈;收集MI段、AI段、整機段的上料信息,并進行合法性校驗,建立工單和物料的追溯鏈;建立錫膏與產品代碼的對應關系,支持錫膏使用時防錯檢查;
強制制程——設定制程路徑規則,設置不同條件下對應的強制路徑(不可跳站、漏站);可以導入作業指導、作業步驟、SMT程式,并確認SMT程式的正確性。
2、電子MES物料管理
除了對原材料、在制品和成品信息進行全面跟蹤,還要實現對原材料的禁用監測,全面符合電子行業的綠色環保指令。其中個性化需求如下:
原材料管理——RoHS、MSD作為物料的屬性記錄相應的標識和時間限制;為每一料卷提供唯一的條碼;對元件、物料進行禁用監測,在MSD物料開封時記錄相應的開封時間,在SMT上料時,對物料進行掃描,檢查物料的有效期、暴露時間、RoHS標識,發現錯誤,禁止使用;支持RoHS管理,區分無鉛件與有鉛件;SMD超期報警;
在制品管理——物料的收料、注冊、入庫、倉庫發料、到線邊倉、消耗、退回等信息進行全面跟蹤,及時更新最新的數量;監控每一個料卷的消耗情況,達到備料要求以及換料要求時,進行提醒;在線邊倉管理中可以對料卷、料管及Tray盤的物料進行點數,更新為實際的數量;
輔料管理——支持輔料的防錯檢查,如錫膏在客戶指定品種時,上料前需核對;對錫膏的回溫、領用、回存、用完、報廢、開封、攪拌、轉換工單等管理;進行錫膏的時間管理,包括錫膏的當前狀態、回溫計時、未開封計時、開封計時等,并進行預警提示;
備品/備件管理——備件的使用管理,如絲網的使用數量超過一定次數時,系統提醒進行更換。
3、電子MES追溯管理
通過建立數據間的關聯關系,建立對原材料、產成品、生產操作過程和生產質量的追溯,以滿足電子企業生產過程管控、人員績效考核、質量管控等的需求。其中個性化需求如下:
原材料追溯——原材料信息與PCBA的序列號進行相互查詢追溯;支持對一個料卷分成多料卷,或多料卷合并為一個料卷的追溯管理;
產成品及在制品追溯——從產成品序列號或批次號追查到當日的生產環境,包括溫度、濕度、潔凈度等信息;PCB過站100%記錄產品序列號;在制品追溯貫穿于每一批次產品、每一塊電路板和每一個系統的檢查、測試;
過程工藝參數的追溯——追溯每一個產品生產相關的BOM版本、工藝版本、程式文件等;對設備狀態進行追溯,包括開機、等待、運行、故障、關機等信息。
電子行業MES系統是一個綜合生產管理系統,融合了工廠企業必要的銷售、物流和制造管理等全公司基礎業務以及生產計劃和現場監測管理。通過結合工業物聯網(IIoT)解決方案,將所有重要生產設備進行關聯,實現工廠數字化、可視化管理。通過系統終端就能情況對生產業務以及制造現場的每一臺設備的運行狀況進行管控,能夠提前察覺到問題發生和追溯到問題原因,大大提升企業綜合運營管理效率。
更多MES系統 模具管理軟件 零部件MES
裝備制造MES http://www.xytfphs.com/hangyexinwen/898.html 電子MES
上一篇:產線MES系統質量追溯管理